堆垛机行走机构作为自动化立体仓库(AS/RS)的核心组成部分,在广东医药物流领域的现代化升级中扮演着关键角色。它主要负责驱动堆垛机在货架巷道内进行精准、快速的水平移动,是实现药品“货到人”智能拣选和高效存储的基础。

一、应用体现
1、高精度定位:
采用变频控制,确保堆垛机在巷道内平稳启停,并能精准停靠在指定货位前(停准误差通常在毫米级),为自动取放药品箱/托盘奠定基础。
2、高速运行:
行走速度最高可达240米/分钟,配合提升机构和货叉协同作业,满足医药物流中心高频次、大批量的出入库需求。
3、高强度与稳定性:
广东的大型医药物流中心(如广州医药智慧物流中心)广泛应用双立柱结构的堆垛机。这种设计刚性好,能有效抑制高速运行中的晃动,保障在高位货架(库内高度可达21米及以上)环境下作业的安全与稳定。
4、智能调度与控制:
行走机构并非独立工作,其运行由仓库控制系统(WCS) 统一调度。WCS系统接收来自上层管理系统的指令,优化路径,协调多台堆垛机、输送线等设备有序作业,从而提升整个系统的吞吐效率。
二、技术实现的关键点
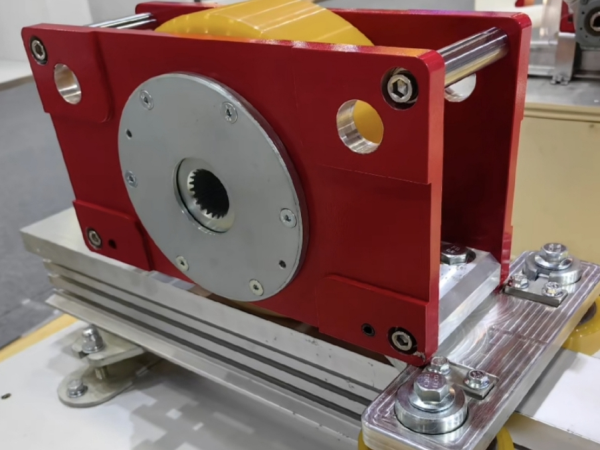
1、精密驱动与控制:
行走机构通常采用变频控制交流电机,经减速机驱动行走轮沿地面导轨运行。这种驱动方式能实现平滑的加减速,减少对货物和货架的冲击,同时有利于精准定位。
2、先进的结构设计:
医药物流中心通常采用双立柱式堆垛机。这种结构由两根立柱与上、下横梁构成一个坚固的矩形框架,具有更好的刚性和稳定性,能够适应高速运行和高层货架的需求。
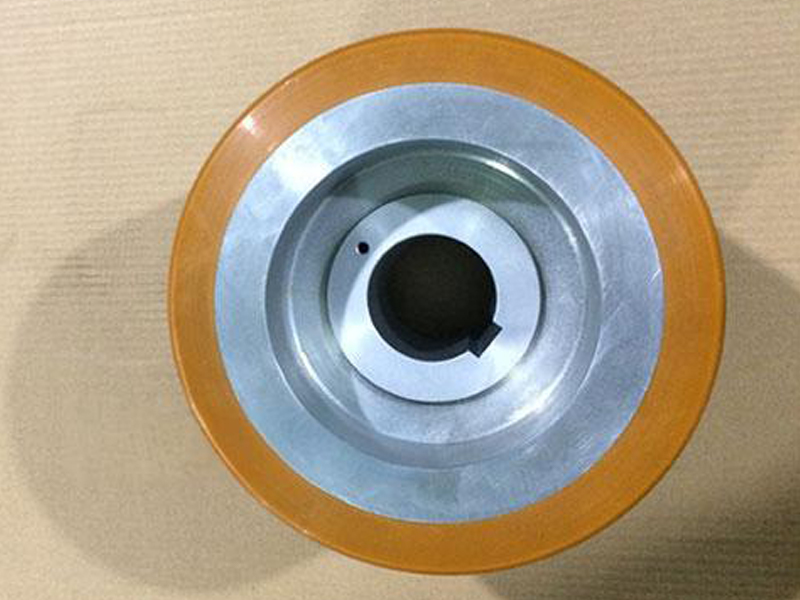
总结
堆垛机行走轮通过实现堆垛机在巷道内的高效、精准、平稳移动,为广东医药物流的高效运作提供了核心支撑。它与提升机构、货叉机构以及智能管理系统协同,共同构成了现代化医药物流中心的技术骨架,是提升仓储效率、准确性和管理水平的关键。